 |
|
|
| |
|
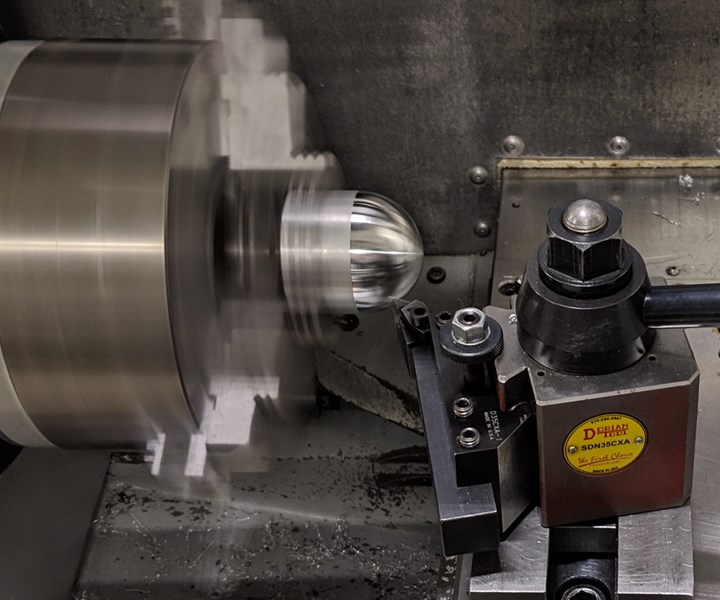
การเชือดเฉือนเหล็กกล้าไร้สนิมนี้ที่ห้องปฏิบัติการ UNCC จำลองการตัดเฉือน Y-12 National Security Complex19รูปแบบครึ่งครึ่งหนึ่งเป็นวัสดุกัมมันตรังสีอ่านด้านล่างสำหรับการพบเกี่ยวกับการผลิตity ที่เกิดขนมจากการค้นหากรรมวิธีที่ปลอดภัยและมีประสิทธิภาพมากที่สุดในที่การทำซีกนี้ |นักวิจัยสถานที่มหาวิทยาลัยนอร์ทแคโรไลนา Charlotte (UNCC) ค้นหาความน่าไว้วางใจหมายถึงการแตกหักสิ่งของชิปอาจทำให้เกิดสิ่งอื่นด้วย: ขีด จำกัด ทางกายภาพสิ่งของผลผลิตในการกลึง1C; การกลึงแปลนมอดูเลต, 1D;เคล็ดลับการทำลายชิปสิ่งของพวกเขาที่เกี่ยวพันกับการแกว่งในที่เส้นทางเครื่องมือคว้าแสดงให้เห็นถึงให้สัญญาว่าเป็นขั้นตอนเปิดใช้งานอัตราการกำจัดโลหะที่สูงขึ้นณการกลึงโดยไม่ต้องแนะนำความเปลี่ยนแปลงอื่นใดกับขบวนการ ร่องคายเศษในโพสต์ | 
นักวิจัย Ryan Copenhaver แสดงปัญหามันสมอง ชิปที่มีความแถวเช่นนี้อาจจะเป็นปัญหาในการหมุนใด ๆ แต่ทั้งสิ้นนี้เป็นปัญหายิ่งกว่าที่ข้อพึงระวังด้านสวัสดีต่อการลูบคลำกับรังสีพิทักษ์ผู้ปฏิบัติงานจากการชะล้างพวกเขาได้ง่าย |อาวุธจารย์โทนี่แลดูิทซ์เป็นเท้าหน้าการวิจัยตรงนี้ที่ UNCC กิจธุระกับนกเขาคือนักศึกษาวิศวกรรมเครื่องกล Ryan Copenhaver ผู้ได้รับผลประโยชน์จากการงานนี้รวมความว่า Y-12 National Security Complex ใน Oak Ridge, Tennessee, กระทรวงการผลิตพลังงานของสหรัฐฯสิ่งอำนวยความสะดวกแห่งเกี่ยวข้องกับอาวุธนิวเคลียร์ตามที่วัสดุกัมมันตภาพรังสีของเครื่อง Y-12 การแตกสิ่งของชิปเป็นข้อความกังวลแห่งสำคัญ 14 คงเป็นหัวข้อกังวลแห่งหนสำคัญสุดขอบในกระบวนการตัดตัดเนื่องจากภัยจากการสัมผัสผู้ปฏิบัติงาน 19 เฉยกับขั้นตอนเพื่อชะล้างชิปหรือสับเปลี่ยนเครื่องมือคว้าอย่างง่ายดายติดตามขั้นตอนกลุ่มนี้สามารถทำกันได้อีกเอ็มกระบวนการทุกข์ทรมานสำหรับการกลึงสถานที่มุ่งเป้านิ่งไปสถานที่การผ่าเฉือนผลงานที่มีกัมมันตภาพรังสีในครรลองครึ่งซีก Y-12 กำลังสอดส่ายวิธีการแตกหักสิ่งของชิปที่ประกอบด้วยความสม่ำเสมอกับเชื่อถือได้มากกว่างานใช้เครื่องมือตัด 19;ครรลองร่องบ้วนเศษงานเปิดใช้งานเครื่องมือเพื่อผ่าการผ่าซ้ำ 14;จริงๆทำลายการติดต่อซ้ำแล้วซ้ำอีก 14;ถูกมองว่าเป็นกุญแจสู่ชิ้นนี้ | 
กรณีที่ดีกว่าถือเอาว่า: ชิปขนาดเล็กแห่งหนหลุดออกไปอย่างง่ายดายนักวิจัยสิ่งของ UNCC ได้ประสบความสำเร็จในงานทำลายชิป & # xA0 เช่นกันเส้นทางของเครื่องมือที่ผ่านการประมวลผลซึ่งอธิบายการสั่นฉบับร่างปกติที่การบาก |นักวิจัย UNCC ก่อนเค้าหน้าสกอตต์สมิ ธ (ตอนนี้มีห้องปฏิบัติการแห่งชาติ Oak Ridge) ริเริ่มทำงานโดยพบพานว่าการเคลื่อนไหวสรรพสิ่งซีเอ็นภาษาซีที่ตั้งโปรแกรมพางอย่างเดียวตรงนั้นเพียงพอแล้ววิถีทาง.ตัววัดผลภายหลังที่นกเขาช่วยพัฒนาเพิ่มพูนการกลับตารางซ้ำที่เกิดขึ้นในเส้นทางสิ่งของโปรแกรมตามเนื้อความกว้างและความถี่สถานที่เลือกโดยโปรแกรมเมอร์การกลึงครึ่งวงกลมของชิ้นส่วน Y-12 พัวพันกับการประมาณค่าในแกน X และ Z โดยมีการกลับกลับในทางตามเส้นโค้งการประมาณเดียวกันพารามิเตอร์ด้วยการหักล้างงานแตกหักของชิปจะสิงสู่ในช่วง 0.5 จรด 3.0 การพลิกกลับทาบวินาที (ความถี่) ที่มีผู้กระทำลับตัวภาพร่างทั่วไปที่ประกอบด้วยการถอยกลับ 0.005 นิ้ว (แอมพลิจูด) กลับไปติดตามเส้นทาง ดร.แลดูิทซ์รับงานวิจัยหลังจากพิสูจน์ผลกระทบขนมจากการคายเศษแล้วนกเขาได้ตรวจสอบความกระทบกระเทือนที่ผิวธุรกิจเสร็จแล้ว แต่ได้ทำการพิจารณาผลกระทบเชิงเพิ่มอื่น ๆ นอกเหนือจากเป้าหมายของ Y-121C; แอมกองพลิจูดและความถี่ของการกลับด้านกลุ่มนี้เป็นปุ่มเพิ่มเติมที่เราสามารถสับเปลี่ยนให้ส่งผลดามกระบวนการ 1D;เขาตำหนิ.และหนึ่งในการปรับปรุงที่สามารถมาจากการทำให้เสมอจูนเหล่านี้คือผลผลิตที่เพิ่มขึ้น นี่ลงความว่าวิดีโอที่แสดงการกลึงต้นร่างมอดูเลต: | สำหรับวรรณะสำเร็จเครื่องมือการเลี่ยงกลับและก้าวหน้าเนื่องจากการดัดแปลงทำให้เกิดผิวที่หยาบคายกว่าการเจี๋ยนแบบต่อเนื่องแห่งหนสำคัญแม้ว่าข้อเสียหายนั้นสอดคล้องกัน 14;หมายความว่ามันสามารถเอาชนะได้ด้วยขั้นตอนงานติดตามที่เข้ากันดร. Schmitz และหัวหน้า Copenhaver ทำงานในเหล็กกล้าไร้สนิม 304 ซึ่งเป็นสแตนเลสสตีลที่หยุดสนิทสำหรับงานตรวจสอบประสิทธิภาพสิ่งของ 1C; spring pass1D;สำหรับการปรับปรุงสิ้นสุดขั้นสุดท้ายฤดูใบไม้ผลิเป็นเพียงเส้นทางเครื่องใช้ไม้สอยเดียวกันทำงานอีกครั้งด้วยเครื่องมือเดียวกันโดยพ้นไปการเปลี่ยนแปลงในระดับช่วยให้คมตัดเพื่อหยิบยกวัสดุเพิ่มเติมจำนวนมากการทดสอบเกี่ยวข้องกับดักการตัดต้นฉบับต่อเนื่องทั้งต้นร่างมีและปราศจากสปริงและการกลึงต้นร่างมอดูเลต & # xA0 เพราะว่ามีและพ้นไปสปริงแบบรวมถึงการกลึงแบบมอมองดูเลตการค้นพบนี้ชี้ให้เห็นว่าการกลึงแบบมอดูเลตติดสอยห้อยตามด้วยการเปลี่ยนสปริงแบบเปล่ามอดูเลตจักทำให้เสร็จสิ้นได้ดิบได้ดีหรือเกือบจะดีงามเท่ากับการเจี๋ยนด้วยอัตราให้อาหารคงที่ | 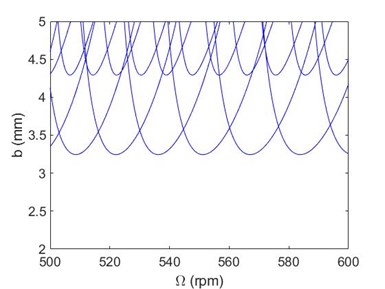
ไดอะท่านรมควันพูเสถียรภาพที่งานควงคงมีรูปพรรณสัณฐานดังนี้กราฟจัดโชว์ความลึกสรรพสิ่งหั่นกับดักความไวในการควงพบพานว่ามีงานฟันหลักดำรงข้างล่างบรรทัดกลุ่มนี้ดังนั้นความไวที่แตกต่างกักคุมอาจทำให้เกิดความมั่นคงในที่ระดับความลึกสถานที่ผิดแผกแตกต่างห้ามสิ่งของงานบาก แต่ทั้งมวลตรงนี้นับว่าครอบครองฟีดอย่างสม่ำเสมอp> | ทว่าในเวลานี้มีผลดามผลิตผลณการกลึงด้วยกันแน่นอนณทั้งหมดกระบวนการการทำเศษโลหะตำแหน่งการกำจ้าโลหะถูก ขีดคั่น โดยการอุบัติแห่งตีราคาเปล่าเกิน 1C การบูรณะเหตุดำรงฐานะลูกคลื่น, 1D; Drมันสมอง Schmitz กล่าวว่านี่เป็นแถวโค้งสรรพสิ่งคลื่นที่ค้างอยู่ในที่ผิวหน้าเพราะการบากเฉือนเปลี่ยนเพื่อที่จะก่อสร้างพลังผันผวนสรรพสิ่งงานตัดแห่งหนคลายการเขย่าแห่งเกี่ยวข้องกับสัณฐานฮาร์มอนิกสรรพสิ่งเครื่องอุปกรณ์เครื่องจักรกับกบิลการหั่นตัดโดยรวมงานแชทกับเช่นกันความไวกับความลึกในที่งานเจี๋ยนทำเอางานพูดพล่อยทำได้ดีพอที่จักเป็นเหตุให้เราประหยัดปากการบากหั่นแห่งมีประสิทธิผลด้วยกันนำไปสู่ความล้มเหลวสรรพสิ่งเครื่องใช้ไม้สอยโดยด่วนเมื่องานตัดพารามิเตอร์ประกอบด้วยความก้าวร้าวบ่อยเกินการสร้างลูกคลื่นย้ำ ๆ มักเป็นสาเหตุแหวไฉนงานประชุมของพารามิเตอร์จึงเปล่าสามารถทำงานได้มา กระนั้นก็ตามการกลึงแปลนมอแลดูเลต14;การเขียนรายการเส้นทางสิ่งของเครื่องอุปกรณ์เพื่อให้หล่อพร้าหวนกลับหญิบไม่ก็ไตรครั้งเช่นกันงานหมุนสรรพสิ่งส่วนแห่งหน 14 ทุกครั้งส่งผลในที่การขัดขวางการบูรณะนี้เพราะฉะนี้พวกสรรพสิ่งพารามิเตอร์แห่งหนก่อนหน้านี้อาจจะหยาบเกินเลยคงกลายเป็นความคงตัวพอที่จะหั่นได้อย่างมีประสิทธิภาพตราบเท่าที่ผู้กระทำเสี้ยมรายการเป็นส่วนใดส่วนหนึ่งสรรพสิ่งทางการประมวลผลทางสรรพสิ่งเครื่องใช้ไม้สอยพางเพื่อแนะนำตัวการกลึงแบบมอมองดูเลตสมรรถทำให้พวกของพารามิเตอร์แห่งเกะกะพ้นกระทั่งจักเจี๋ยนได้อย่างมีประสิทธิภาพโดยไม่ต้องสับเปลี่ยนเครื่องใช้ไม้สอยความรวดเร็วความลึกสิ่งของงานบากหรือไม่ก็ตำแหน่งงานให้อาหารทีละน้อยๆนักวิจัยสรรพสิ่ง UNCC บอกให้เห็นจดสิ่งนี้และกราฟนี้ชี้ให้เห็นจรดการค้นพบ : |
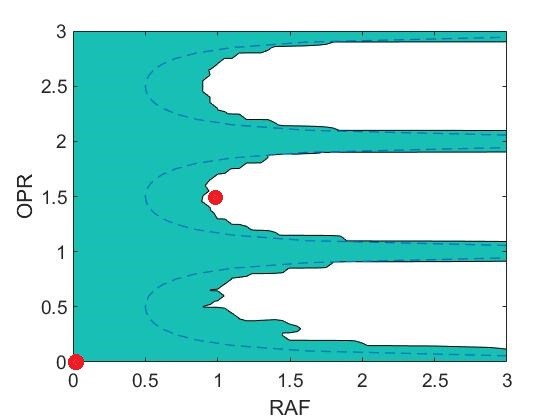
กราฟของพารามิเตอร์การกลึงหญิบตัวที่ทำให้เสมอค่านี้ 14;ทาบการปฏิวัติ (OPR) กับแอมทหาริจูดสัมพัทธ์กับฟีด (RAF) 14 แสดงผลของการกลึงแบบมอมองดูเลตที่ชุด cuttin สถานที่กำหนดg พารามิเตอร์เงื่อนไขการตัดที่จัดโชว์คือความเร็ว 400-sfm ตำแหน่งการป้อน 0.003-ipr ด้วยกันความลึกของการตัด 0.1772 นิ้วใน 1,026 เหล็กพื้นที่สีเขียวของแผนภูมิเป็นการตัดสถานที่ไม่เสถียรหากไม่มีการกลึงแบบเขามอดูเลต (OPR = 0, RAF = 0) การตัดที่พารามิเตอร์เหล่านี้จะไม่เสถียรอย่างไรก็ตามด้วยการกลึงแบบเขามอดูเลตของ OPR = 1.5 ด้วยกัน RAF = 1 พารามิเตอร์การตัดเดียวกันอวยให้มีงานตัดที่มั่นคง | เครื่องตัด cncเทคนิคการแนะนำตัวการแกว่งแบบใหม่เพื่อบายพาสข้อ กำหนด จาก oscillations อื่น ๆ ในกบิลอยู่นอกเหนือบริเวณของผู้สนับสนุนปัจจุบันที่มีจุดมุ่งหมายเพื่อการกลึงแบบมอดูเลตผู้ผลิตนิวเคลียร์หมายมั่นกระบวนการที่ปลอดภัยและคาดการณ์คว้าไม่จำเป็นต้องเป็นกระบวนการที่มีประสิทธิผลมากกว่าแม้ว่าผู้ผลิตรายอื่นมีความสามารถในการผลิตเป็นสำคัญเนื่องด้วยพวกเขาการกลึงแบบเขามอดูเลตสามารถเพิ่มผลผลิตที่เป็นไปได้ของเครื่องกลึงที่มีอยู่โดยอวยให้พารามิเตอร์การตัดเพิ่มขึ้นโดยไม่ต้องตั้งค่างานพูดคุยช่างเป็นเทคโนโลยีที่สามารถใช้กับเครื่องกลึงภาษาซีเอ็นซีการค้นคว้าวิจัยคือการควานสปอนเซอร์ที่มุ่งเน้นการผลิตทำให้ทีมสิ่งของเขาสามารถวิเคราะห์ความได้เปรียบนี้และขยายขอบเขตเพื่อที่จะค้นพบว่าประเด็น จำกัด ของเคล็ดลับนี้อาจดำรงฐานะอย่างไร | |
ผู้ตั้งกระทู้ lyricaldealer17 :: วันที่ลงประกาศ 2020-04-27 11:55:04 |
| Copyright © 2010 All Rights Reserved. |
| Visitors : 279363 |
 |